لوپ یا حلقه کنترلی (Control Loop) هسته اصلی سیستمهای اتوماسیون و کنترل فرآیند است. این لوپ بهطور مداوم یک متغیر فرآیندی را اندازهگیری کرده، آن را با نقطه تنظیم (Set Point) مقایسه میکند و برای نگه داشتن فرآیند در محدوده قابل قبول، اقدام اصلاحی را انجام میدهد. لوپ های کنترل بهطور گسترده در ابزار دقیق، اتوماسیون صنعتی و مهندسی کنترل استفاده میشوند.
فهرست مطالب
لوپ کنترلی یک سیستم بسته است که بهصورت خودکار یک متغیر فرآیندی را با اندازهگیری خروجی، مقایسه آن با نقطه تنظیم (Set Point)، و تنظیم ورودی از طریق یک المان کنترلی تنظیم میکند. در ابزار دقیق، یک لوپ کنترل شامل سنسور، کنترلر، المان نهایی کنترل و فرآیند است که در یک مسیر پیوسته به یکدیگر متصل شدهاند.
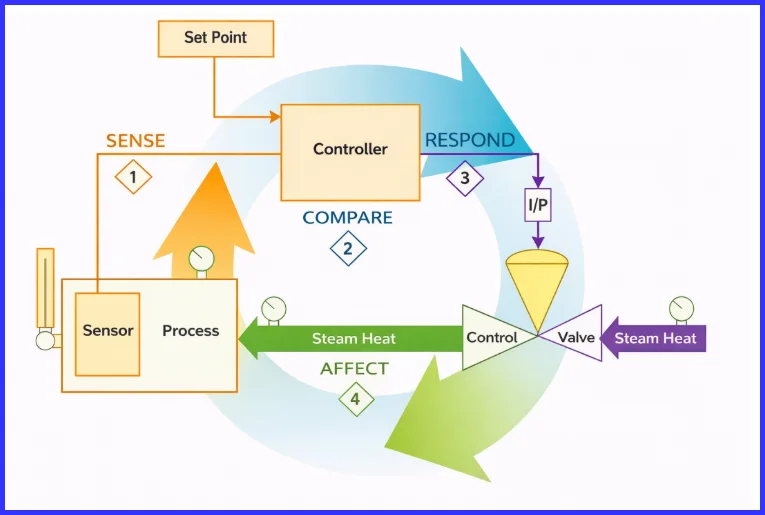
یک لوپ کنترل بهصورت یک چرخه پیوسته عمل میکند:
این عملکرد مبتنی بر فیدبک به سیستم اجازه میدهد حتی در صورت بروز اغتشاش، پایداری خود را حفظ کند.
Sense (اندازهگیری):
لوپ کنترل با پایش شرایط واقعی فرآیند آغاز میشود. یک المان حسگر مانند ترموکوپل یا RTD که معمولاً به یک ترانسمیتر متصل است، متغیر فرآیندی (مثلاً دما) را اندازهگیری کرده و آن را به یک سیگنال قابل استفاده تبدیل میکند.
Compare (مقایسه):
این سیگنال به کنترلر ارسال میشود، جایی که بهطور مداوم با نقطه تنظیم مقایسه میگردد. یک کنترلر PID الکترونیکی اختلاف بین مقدار اندازهگیری شده و نقطه تنظیم را ارزیابی میکند تا مشخص کند آیا فرآیند در محدوده قابل قبول کار میکند یا خیر.
Respond (پاسخ):
در صورت تشخیص انحراف یا خطا، کنترلر با تولید یک سیگنال خروجی اصلاحی مناسب پاسخ میدهد. این سیگنال نشاندهنده مقدار و جهت تنظیم مورد نیاز برای نزدیک کردن متغیر فرآیندی به نقطه تنظیم است.
Affect (اعمال اثر):
سپس سیگنال اصلاحی به المان نهایی کنترل، که معمولاً یک شیر کنترلی است، اعمال میشود. شیر با تغییر موقعیت خود شرایط فرآیند را تغییر میدهد، مانند تنظیم فلو سیال گرمکننده یا خنککننده، که مستقیماً بر متغیر فرآیندی تأثیر میگذارد.
این توالی بهصورت پیوسته در یک لوپ بسته اجرا میشود و مراحل اندازهگیری، مقایسه، پاسخ و اعمال را تکرار میکند تا زمانی که متغیر به نقطه تنظیم مطلوب برسد و در محدوده کنترلشده باقی بماند.
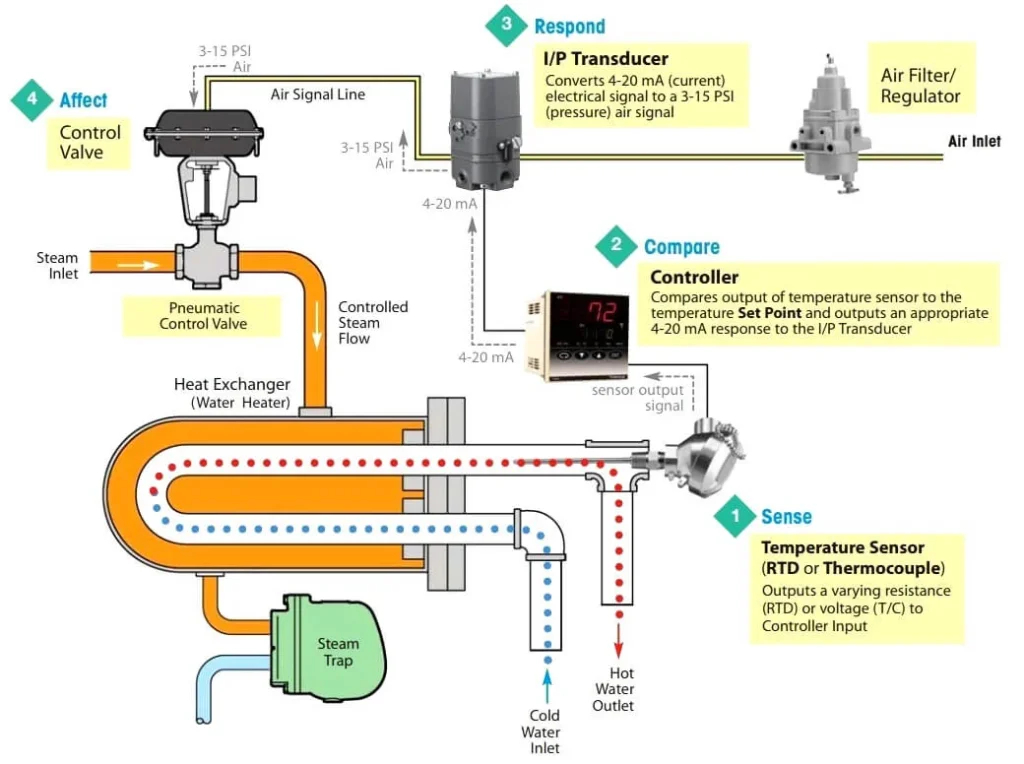
گام های عملی لوپ کنترلی
اجزای یک لوپ کنترل معمولی شامل موارد زیر است:
سنسور / ترانسمیتر: متغیر فرآیندی (دما، فشار، فلو یا سطح) را اندازهگیری کرده و یک سیگنال استاندارد به کنترلر ارسال میکند.
کنترلر: مقدار اندازهگیریشده را با نقطه تنظیم مقایسه کرده و اقدام اصلاحی را محاسبه میکند که معمولاً با استفاده از کنترل PID انجام میشود.
المان نهایی کنترل: خروجی کنترلر را اجرا کرده و فرآیند را تنظیم میکند، مانند باز کردن یک شیر کنترلی یا تغییر سرعت موتور از طریق یک درایو فرکانس متغیر (VFD).
فرآیند: سیستم فیزیکی که تحت کنترل است، مانند یک مبدل حرارتی، مخزن یا پایپلاین.
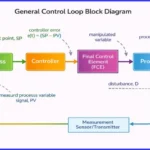
یک دیاگرام حلقه کنترل مسیر سیگنال را به صورت زیر نشان میدهد:
فرآیند → اندازهگیری → کنترل → اصلاح → فرآیند
این مسیر بسته تا زمانی ادامه پیدا میکند که متغیر فرآیندی با نقطه تنظیم مطابقت پیدا کند.
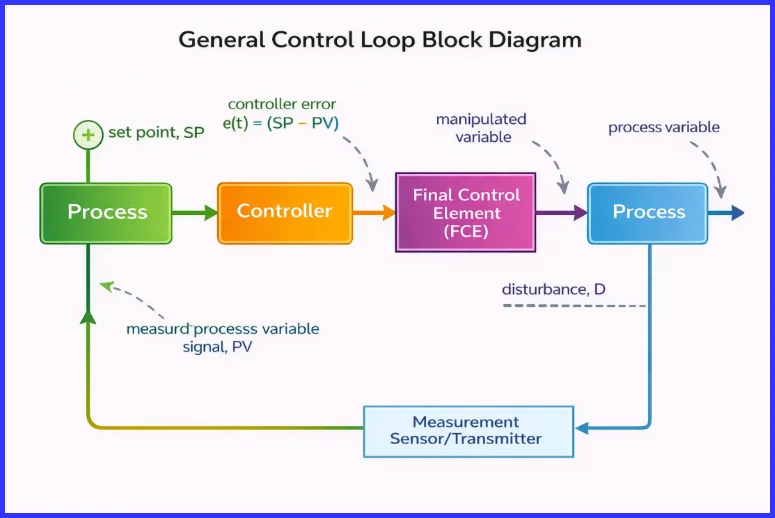
بلاک دیاگرام کلی یک لوپ کنترلی
در کاربردهای مختلف، انواع متفاوتی از لوپ های کنترل استفاده میشود، از جمله:
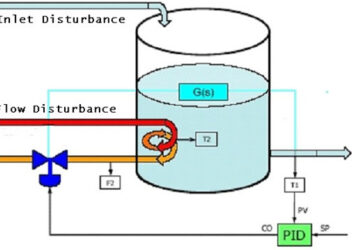
در یک لوپ کنترل مبدل حرارتی:
این یک لوپ کنترل استاندارد در فرآیندهای صنعتی است.
Heat-Exchanger بلوک دیاگرام
یک ترانسمیتر سطح، سطح مایع را اندازهگیری میکند، کنترلر سیگنال را ارزیابی میکند و یک شیر، فلو ورودی یا خروجی را تنظیم میکند تا سطح موردنظر حفظ شود.
در نقشههای P&ID، لوپ های کنترل با استفاده از نمادهای استاندارد و شماره لوپ ها نمایش داده میشوند تا ارتباط ابزارها و منطق کنترلی مشخص شود. در سیستمهای ابزار دقیق، حلقههای کنترل عملکرد قابلاعتماد، کیفیت یکنواخت محصول، بهرهوری انرژی و ایمنی فرآیند را تضمین میکنند.
یک لوپ کنترل مبتنی بر شرایط، فرآیند را بر اساس یک شرط مشخص مانند دما، فشار یا سطح تنظیم میکند و تنها زمانی که انحرافی رخ دهد، اقدام اصلاحی انجام میدهد.
لوپ کنترل یکی از اجزای اساسی سیستمهای کنترلی و اتوماسیون صنعتی است. با ترکیب اندازهگیری، مقایسه و اصلاح در یک سیستم حلقهبسته، حلقههای کنترل متغیرهای فرآیندی را در مقادیر مطلوب نگه میدارند. درک مفهوم لوپ کنترل، انواع آن و مثالهای کاربردی به مهندسان کمک میکند تا سیستمهای کنترلی کارآمد، ایمن و قابلاعتماد طراحی کنند.