لوپ چک (Loop Checking) یک فعالیت بسیار مهم است که در مرحله راهاندازی (Commissioning) یک واحد صنعتی انجام میشود تا اطمینان حاصل شود که هر لوپ ابزاردقیق از تجهیز میدان (Field Device) تا سیستم کنترلی و بالعکس بهدرستی عمل میکند. این کار تضمین میکند که سیگنالها بهدرستی ارسال میشوند، بهدرستی نمایش داده میشوند، کنترل میشوند و مطابق با نیت طراحی (Design Intent) به آنها پاسخ داده میشود. لوپ چک تأیید میکند که ابزارها، سیمکشی، منطق کنترلی و اعمال کنترلی همگی قبل از راهاندازی واحد بهصورت یکپارچه و بدون نقص با هم کار میکنند.
به زبان ساده، لوپ چک ثابت میکند که کل لوپ کنترلی — از سنسور تا المان نهایی کنترل — کامل، دقیق و عملیاتی است.
روش انجام کار (Procedure):
لوپ چک یک فرآیند سیستماتیک برای تأیید عملکرد عملیاتی تمامی اجزای یک لوپ کنترلی است که شامل تجهیزات میدان، کنترلرها و اجزای HMI میشود تا از عملکرد صحیح و یکپارچگی لوپ اطمینان حاصل گردد. هدف از لوپ چک این است که تأیید شود سیگنالها، پاسخها و اعمال کنترلی دقیق بوده و با مشخصات مهندسی مطابقت دارند.
جنبههای کلیدی که در طول لوپ چک بررسی میشوند عبارتاند از:
بررسی عملکرد کنترلی
در مجموع، لوپ چک تضمین میکند که تمام اجزای یک لوپ کنترلی — از حسکردن در میدان، منطق کنترلر، تا تجهیزات کنترلی میدان — بهدرستی عمل کرده و بهصورت یکپارچه با یکدیگر تعامل دارند و اطلاعات دقیق و قابل اعتماد به اپراتورها ارائه میدهند و کنترل مناسبی بر فرآیند فراهم میکنند.
روش انجام Loop Checking در ابزار دقیق
روش لوپ چک از یک رویکرد ساختیافته پیروی میکند تا دقت و قابلیت ردیابی تضمین شود. در ابتدا، یک فهرست اصلی (Master List) از لوپهای ابزاردقیق تهیه میشود که در آن هر لوپ بهطور شفاف با شماره تگ منحصربهفرد خود مشخص شده است. برای افزایش بهرهوری در حین اجرا، سپس لوپها بر اساس معیارهای منطقی مانند موقعیت فیزیکی، سیستم، تجهیز، میزان در دسترس بودن یا ناحیه فرآیندی گروهبندی میشوند. در میان این روشها، گروهبندی لوپها بر اساس موقعیت فیزیکی معمولاً کارآمدترین جریان کاری لوپ چک را فراهم میکند.
زمانی که لوپها بهصورت فیزیکی مرتب میشوند، تیم میدانی میتواند در یک مسیر منطقی از یک تجهیز به نزدیکترین ابزار بعدی حرکت کند و تأخیرهای ناشی از جابهجایی بین طبقات، ساختمانها یا بخشهای مختلف واحد را به حداقل برساند. اگرچه محدودیتهای در دسترس بودن برخی لوپها ممکن است گاهی این روش را محدود کند، اما برنامهریزی مناسب برای در دسترس بودن لوپها بهمنظور پشتیبانی از گروهبندی مکانی، بهطور قابلتوجهی بهرهوری را افزایش میدهد.
به هر لوپ بهصورت جداگانه یک پوشه اختصاصی لوپ (Loop Folder) اختصاص داده میشود تا قابلیت ردیابی و مستندسازی صحیح تضمین گردد.
هر پوشه لوپ با یک Loop Sheet کامل و/یا مستندات پشتیبان تهیه میشود که معمولاً شامل جزئیات زیر است:
این رویکرد مستندسازی ساختیافته، تأیید دقیق لوپ، اجرای کارآمد، و ثبت شفاف سوابق برای راهاندازی و نگهداریهای آتی را تضمین میکند.
هر پوشه لوپ شامل اطلاعات فنی تفصیلی موردنیاز برای انجام لوپ چک دقیق و قابل ردیابی است. این اطلاعات شامل فهرست کامل متعلقات تجهیز میدان میباشد؛ مانند منیفولدهای سهشیری ترانسمیتر، قفلهای پنوماتیکی شیر، پوزیشنرها، سلونوئیدها و سایر اجزای مرتبط. همچنین در پوشه لوپ، موقعیت فیزیکی تجهیز میدان مشخص شده و هرگونه دستورالعمل خاص سازنده یا راهنماییهای مربوط به جابهجایی، تست و بهرهبرداری ذکر میشود.
اطلاعات کامل سیمکشی میدان ارائه میگردد که شامل شماره ترمینالها، پلاریته و شناسایی کابل است. جزئیات مسیر سیمکشی—مانند جعبههای اتصال (Junction Boxes)، ترمینال استریپها و نقاط اتصال میانی—بهطور شفاف مستند میشوند تا عیبیابی و راستیآزمایی تسهیل گردد.
در سمت سیستم کنترلی، پوشه لوپ شامل اطلاعات مارشالینگ I/O در DCS است که شماره کابینتها، تخصیص ترمینالها و پلاریته، بههمراه اطلاعات کارت یا ماژول I/O مرتبط را در بر میگیرد. پارامترهای مرتبط با DCS، از جمله محدودههای اندازهگیری و نقاط تنظیم آلارم، نیز تعریف میشوند تا از پیکربندی صحیح سیستم اطمینان حاصل شود.
در طول لوپ چک، بسته به نوع ابزار، اقدامات مشخصی انجام میشود. این اقدامات میتواند شامل تزریق سیگنال جریان یا ولتاژ، تغییر شرایط واقعی فرآیند مانند فشار یا دما، عملکرد دستی سوئیچها، یا کورس دادن کامل شیرهای کنترلی در محدوده عملکردی آنها باشد. انتظار میرود هر ورودی اعمالشده، پاسخی مطابق با طراحی تأییدشده و فلسفه کنترل ایجاد کند.
اپراتور یا مهندس کنسول (Console Engineer) پاسخ سیستم را از طریق PLC یا DCS مشاهده میکند و اطمینان حاصل مینماید که مقادیر نمایشدادهشده، آلارمها و عملکرد تجهیزات با انتظارات مطابقت دارند. هرگونه انحراف از رفتار موردنظر بهعنوان Punch Point مستندسازی شده و برای اقدام اصلاحی قبل از پذیرش نهایی لوپ ثبت میگردد.
در ابتدای فعالیت برنامهریزیشده، مهندس کنسول و تکنسین میدان، پوشههای لوپ موردنیاز را از فایل لوپهای در انتظار (Pending Loops File) برای تست در بازه زمانی تعریفشده انتخاب میکنند.
آنها بهصورت مشترک هر پوشه لوپ در گروه انتخابشده را بررسی میکنند تا از کامل، دقیق و سازگار بودن تمامی مستندات اطمینان حاصل شود. این بررسی شامل تأیید شماره تگها، محدوده سیگنالها، تنظیمات آلارم و تخصیص I/O برای اطمینان از آمادگی جهت لوپ چک است.
پس از اتمام بازبینی، یک توالی مورد توافق برای انجام لوپ چک تعیین میشود تا جریان کاری منظم و کارآمد حفظ گردد. سپس مهندس کنسول ابزارهای ردیابی و ثبت سوابق لوپ را آماده کرده و لوپها را بر اساس توالی توافقشده سازماندهی میکند. بهعنوان بخشی از این آمادهسازی، توجه ویژهای به راستیآزمایی گرافیکهای HMI در DCS میشود. در طول لوپ چک، تخصیص صحیح تگها تأیید میگردد، مقادیر آنلاین فرآیند از نظر دقت بررسی میشوند، حدود آلارم تست میگردند و نمایش ترندها و عملکرد فیسپلیتها کنترل میشود. این مرحله تضمین میکند که اپراتورها در زمان بهرهبرداری واحد، اطلاعات دقیق و بلادرنگ دریافت کنند.
در همین حال، تکنسین میدان تجهیزات تست موردنیاز را بررسی و آماده کرده، ابزارهای لازم را جمعآوری میکند و به سمت اولین تجهیز میدان برنامهریزیشده برای بررسی حرکت میکند. پس از رسیدن به ابزار، تکنسین میدان شماره تگ تجهیز را به مهندس کنسول اعلام میکند. سپس مهندس کنسول کانال I/O مربوطه را باز کرده و گرافیک HMI یا فیسپلیت مناسب را نمایش میدهد تا رفتار لوپ در طول انجام تست بهطور کامل پایش شود.
تکنسین میدان کار را با بازرسی نصب ترانسمیتر و اتصالات فرآیندی مرتبط با آن آغاز میکند تا از انطباق با مشخصات پروژه، نقشههای تأییدشده و روشهای پذیرفتهشده نصب اطمینان حاصل شود.
بهعنوان بخشی از لوپ چک ترانسمیترها، تکنسین میدان از شبیهساز سیگنال، روش دستی «پمپکردن» (Pump-up) یا یک دستگاه کامونیکیتور استفاده میکند تا خروجی ترانسمیتر را در کل محدوده کاری آن تغییر دهد. این فرآیند اندازهگیری صحیح و انتقال قابلاعتماد سیگنال را تأیید میکند. توجه ویژهای به بررسی صفر و اسپن داده میشود، بهطوریکه اطمینان حاصل گردد ۴ میلیآمپر متناظر با حداقل مقدار محدوده و ۲۰ میلیآمپر نمایانگر حداکثر مقدار محدوده است و مقیاسبندی صحیح در PLC یا DCS نیز تأیید میشود.
در حین شبیهسازی سیگنال، خروجی در نقاط تنظیم آلارم از پیش تعریفشده بهصورت کنترلشده و آهسته تغییر داده میشود تا مهندس کنسول بتواند فعال شدن صحیح آلارمها و پاسخ مناسب سیستم را بررسی کند. در گذشته، برای ابزارهای پنوماتیکی و الکترومکانیکی قدیمی، معمولاً بررسی در نقاط ۰٪، ۲۵٪، ۵۰٪، ۷۵٪ و ۱۰۰٪ بهمنظور تأیید خطی بودن انجام میشد؛ اما امروزه این روش برای ترانسمیترهای هوشمند مدرن عموماً اختیاری است و بسته به نیاز پروژه یا ترجیح کارفرما انجام میگیرد.
پس از تکمیل اعمال سیگنال، هرگونه سیمکشی، تیوبینگ یا PIPING فرآیندی که بهطور موقت در حین تست جابهجا یا باز شده است، به وضعیت صحیح و اولیه خود بازگردانده میشود. در نهایت، تکنسین میدان تأیید میکند که اتصالات فرآیندی برای بهرهبرداری عادی بهدرستی تنظیم شدهاند. برای مثال، هنگام راهاندازی یک ترانسمیتر دبی اختلاف فشار، منیفولد سهشیری بهگونهای تنظیم میشود که شیر بالانس (Equalizing Valve) بسته و شیرهای ایزولاسیون فرآیند باز باشند. ترانسمیترهای فشار، دما، دبی و سطح باید پاسخ صحیح خود را در کل محدوده اندازهگیری نشان دهند تا لوپ مورد پذیرش قرار گیرد.
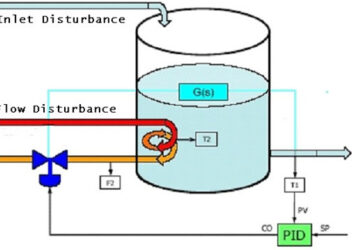
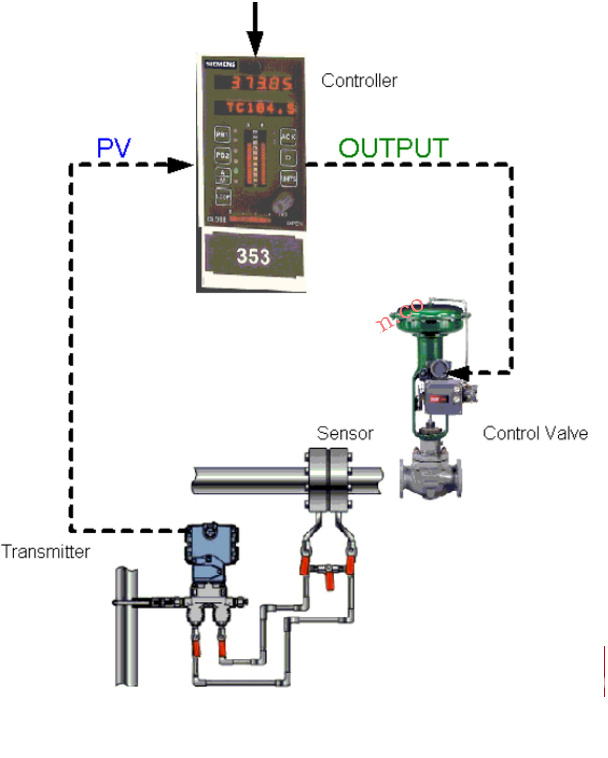
در حالی که سیگنال ترانسمیتر شبیهسازی یا اعمال میشود، مهندس کنسول فیسپلیت الگوریتم کنترلی را باز کرده و کنترلکننده PID را در حالت Auto قرار میدهد تا عملکرد صحیح حلقه بسته (Closed-Loop) بررسی شود. در این مرحله، مهندس اطمینان حاصل میکند که متغیر فرآیندی (PV)، نقطه تنظیم (SP) و خروجی (OP) بهدرستی مپ شده و مطابق طراحی پاسخ میدهند.
نوع عملکرد کنترلکننده—مستقیم (Direct) یا معکوس (Reverse)—بررسی میشود تا اطمینان حاصل گردد خروجی در پاسخ به سیگنال ورودی بهطور صحیح تغییر میکند. پاسخ کلی لوپ از نظر پایداری مشاهده میشود تا تأیید شود کنترلکننده آماده تیونینگ بوده و نوسانات غیرعادی یا تأخیرهای نامناسب از خود نشان نمیدهد.
یک لوپ کنترلی که این مراحل لوپ چک را با موفقیت پشت سر بگذارد، عملکرد صحیح خود را اثبات میکند، تأخیرهای راهاندازی را به حداقل میرساند و در طول راهاندازی و بهرهبرداری عادی واحد، به پایداری و قابلیت اطمینان فرآیند کمک میکند.
تکنسین میدان کار را با بازرسی نصب شیر کنترلی آغاز میکند تا اطمینان حاصل شود که نصب آن با مشخصات پروژه، نقشههای تأییدشده و روشهای پذیرفتهشده نصب مطابقت دارد.
برای شیرهای کنترلی پنوماتیکی، منبع هوای ابزار باز شده و بررسی میشود تا از صحیح بودن تنظیم فشار و قابلقبول بودن کیفیت هوا اطمینان حاصل گردد. برای شیرهای دارای عملگر الکتریکی، کلید یا بریکر تغذیه مناسب وصل میشود تا برق لازم برای عملگر تأمین گردد.
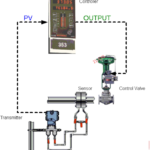
در حین لوپ چک شیر کنترلی، مهندس کنسول بهتدریج سیگنال خروجی را از PLC یا DCS تغییر میدهد، در حالیکه تکنسین میدان پاسخ فیزیکی شیر را در محل مشاهده میکند. شیر در درصدهای مختلف خروجی حرکت داده میشود (Stroke) تا حرکت نرم، یکنواخت و دقیق آن تأیید گردد. هر دو مهندس بهصورت مشترک بررسی میکنند که شیر مطابق فرمان باز و بسته میشود و جهت حرکت آن با سیگنال کنترلی و الگوریتم کنترلی موردنظر مطابقت دارد.
توجه ویژهای به وضعیت ایمن شیر (Fail-Safe) شامل Fail Open (FO)، Fail Closed (FC) یا Fail Last (FL) داده میشود تا اطمینان حاصل گردد در شرایط از دست رفتن سیگنال الکتریکی یا هوا شیر عملکرد صحیحی دارد. در مواردی که فیدبک موقعیت شیر وجود دارد، مهندس کنسول بررسی میکند که سیگنال فیدبک نمایشدادهشده در سیستم کنترلی بهطور دقیق موقعیت واقعی شیر را که توسط تکنسین میدان گزارش میشود، منعکس کند.
علاوه بر این، کلیه متعلقات شیر مانند پوزیشنرها، شیرهای سلونوئیدی، رگولاتورهای هوا و لیمیتسوئیچها از نظر عملکرد صحیح بررسی میشوند. همچنین خود شیر و تیوبینگ و سیمکشیهای مرتبط بازبینی میگردند تا از عدم وجود نشتی هوا، افت سیگنال یا رفتار غیرعادی اطمینان حاصل شود.
Loop Checking چیست؟
تکنسین میدان ابتدا نصب ابزار را بازرسی میکند تا از انطباق آن با مشخصات پروژه، نقشههای تأییدشده و روشهای پذیرفتهشده نصب اطمینان حاصل شود. این بررسی تأیید میکند که لوپ از نظر مکانیکی و الکتریکی برای انجام تست آماده است.
برای انجام لوپ چک، تکنسین میدان عمداً با استفاده از شبیهسازی سیگنال، تحریک دستی یا دستکاری موقت هادیها، تغییر وضعیت در تجهیز میدان ایجاد میکند. در مورد سوئیچها، این کار شامل عملکرد فیزیکی دستگاه برای تأیید نمایش صحیح وضعیت ON/OFF است. نمونههای متداول شامل سوئیچهای فشار، سوئیچهای سطح، سوئیچهای دما و لیمیتسوئیچها میباشند.
از اتاق کنترل، مهندس کنسول پاسخ متناظر را در PLC یا DCS مشاهده کرده و بررسی میکند که وضعیت، مقدار یا آلارم نمایشدادهشده بهدرستی وضعیت فیزیکی اعمالشده در میدان را منعکس کند. هر تغییر در وضعیت سوئیچ باید بلافاصله و بهطور صحیح نمایش داده شود و منطق کنترلی و فعالسازی آلارمها نیز بهدرستی عمل کند.
در طول فرآیند لوپ چک ، مهندس کنسول کلیه نتایج را مستندسازی میکند؛ از جمله رفتار سیگنال، نقاط تنظیم آلارم، محدودههای اندازهگیری، عملکردهای کنترلی و در صورت وجود، پاسخ شیرهای کنترلی.
در صورتی که لوپ مطابق طراحی عمل کند و هیچ نقصی شناسایی نشود، مدارک لوپ به فایل «لوپهای تکمیلشده» منتقل شده و لوپ بهصورت رسمی مورد پذیرش قرار گرفته و توسط کارفرما تأیید و امضا میشود.
اگر هرگونه مغایرت یا ایرادی توسط تکنسین میدان یا مهندس کنسول مشاهده شود، هر مورد در یک گزارش نقص با شماره منحصربهفرد ثبت میگردد که معمولاً با عنوان «Kick Back» شناخته میشود. این روش قابلیت ردیابی و مسئولیتپذیری برای تمامی مشکلات شناساییشده را تضمین میکند.
کلیه فرمهای Kick Back در یک «دفتر ثبت مرکزی Kick Back» وارد میشوند که توسط مهندس کنسول نگهداری شده و با استفاده از شمارهگذاری ترتیبی، امکان پیگیری و بستن موارد فراهم میگردد.
پس از اجرای اقدامات اصلاحی، رکورد تکمیلشده Kick Back شامل موارد زیر خواهد بود:
این رویکرد ساختاریافته تضمین میکند که تمامی لوپهای ابزار دقیق—از جمله سوئیچها—بهطور کامل تأیید شده، بهدرستی مستندسازی گردیده و برای راهاندازی ایمن و قابلاعتماد آماده هستند.
لوپ چک یکی از مراحل اساسی در راهاندازی واحدهای صنعتی است که اطمینان میدهد هر لوپ ابزار دقیق دقیقاً مطابق طراحی عمل میکند. از ترانسمیترها و سوئیچها گرفته تا شیرهای کنترلی و نمایشهای گرافیکی در DCS، لوپ چک مسیر کامل سیگنال و رفتار عملکردی سیستم را اعتبارسنجی میکند. انجام دقیق و کامل لوپ چک، ریسکهای راهاندازی را به حداقل میرساند، از بروز خرابیهای عملیاتی جلوگیری میکند و عملکرد ایمن و قابلاعتماد واحد صنعتی را تضمین مینماید.