لوپ دیاگرام به انگلیسی Loop Diagrams در ابزاردقیق نقشهای است که تمام جزئیات یک حلقه کنترلی را از خود ابزار در فیلد تا سیستم کنترل و عملگر نشان میدهد و دقیقاً مشخص میکند هر سیم از کجا شروع شده، از چه ترمینالها و کابلی عبور کرده و به کجا ختم میشود. در این نقشه نوع سیگنال (مثل ۴–۲۰ میلیآمپر یا دیجیتال)، منبع تغذیه، ارت، جانکشنباکس، مارشالینگ و کارتهای I/O هم مشخص است تا نصب، راهاندازی و عیبیابی سیستم بدون ابهام انجام شود.
Instrument Loop Diagram (ILD) برای هر حلقه کنترل فرایندی تهیه میشود. در یک سیستم اتوماسیون، ILD تمام اطلاعات لازم مربوط به یک حلقه کنترلی را در اختیار قرار میدهد. به ILDها معمولاً Instrument Wiring Diagram نیز گفته میشود. ILD اتصال بین تجهیزات فیلد و سیستم کنترلی را نشان میدهد و تمام اجزایی را که در یک حلقه کنترلی مشارکت دارند، بهصورت دقیق مشخص میکند.
برای هر حلقه کنترل فرایندی، یک Instrument Loop Diagram (ILD) تهیه میشود. ILDها نسبت به هر نقشه دیگری اطلاعات بیشتری درباره حلقههای کنترلی ارائه میدهند. ILD یک نقشه کاملاً تفصیلی است که نشان میدهد ابزارهای فیلدی مانند ترانسمیترها، سوئیچها، عملگرها و شیرهای کنترلی و غیره چگونه به سیستم کنترل متصل شدهاند. این ارتباط میتواند شامل موارد زیر باشد:
Loop Diagram ابزار دقیق (بهصورت نماد)، شماره ترمینالهایی که باید به هم متصل شوند، شماره کابل، شماره Junction Box، شماره ترمینال اختصاصیافته به ابزار مشخصشده، کابل چندزوجی و شماره زوج، شماره Marshalling Cabinet، شماره ترمینال در Marshalling Cabinet و همچنین جزئیات سیستم کنترل (Rack، Slot، کانال I/O) را نشان میدهد.
برای تکمیل Loop Diagram و ارائه اطلاعات کامل، موارد زیر به همراه منبع یا رفرنس آنها موردنیاز است:
احتمالاً اکثر ابزارها از ترمینالهای (+) و (–) استفاده میکنند. ابزارهایی که نیاز به سیمبندی خاص دارند، مانند دتکتورهای دود یا ابزارهای قرارگرفته در Loop سری، برای اطمینان از اتصال صحیح کابل به جزئیات اتصال ارائهشده توسط سازنده نیاز دارند.
این اطلاعات را میتوان از نقشههای سیمبندی JB به دست آورد.
این اطلاعات از نقشههای سیمبندی Marshalling Drawing قابل استخراج است.
این اطلاعات از I/O Assignment که توسط System Integrator یا Vendor سیستم کنترلی تهیه میشود، دریافت میگردد.
ILD برای بررسی صحت نصب و اتصالات در مراحل Pre-Commissioning، Commissioning و بهرهبرداری استفاده میشود. همچنین از آن میتوان برای عیبیابی مشکلات استفاده کرد.
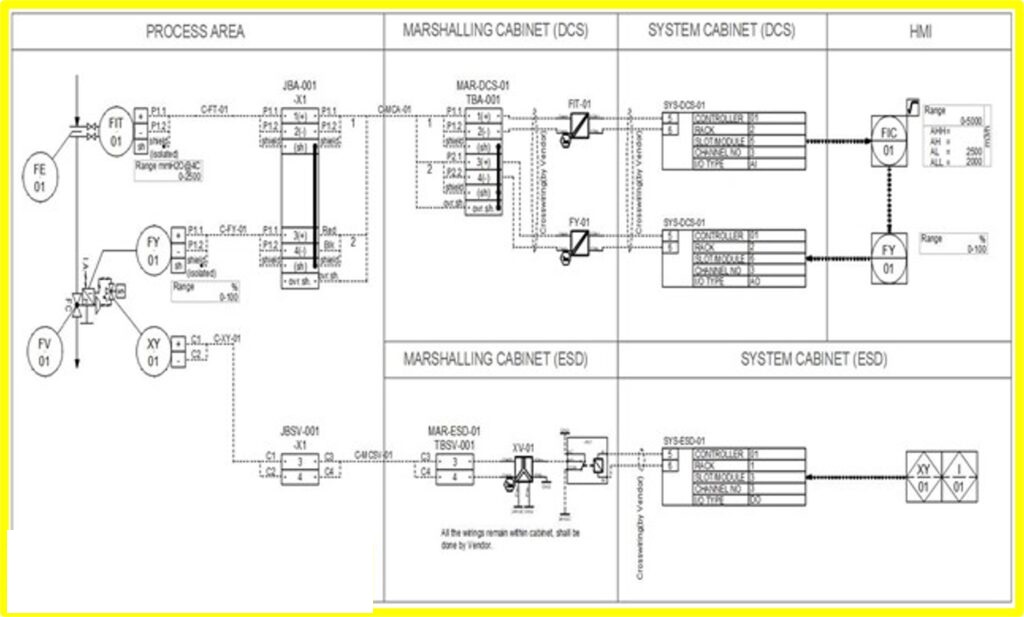
در ادامه میتوان نمونهای از یک Instrument Loop Diagram را مشاهده کرد که شامل ورودی و خروجی آنالوگ از سیستم DCS و همچنین خروجی دیجیتال از سیستم ESD است:
لوپ دیاگرام- Loop Diagrams
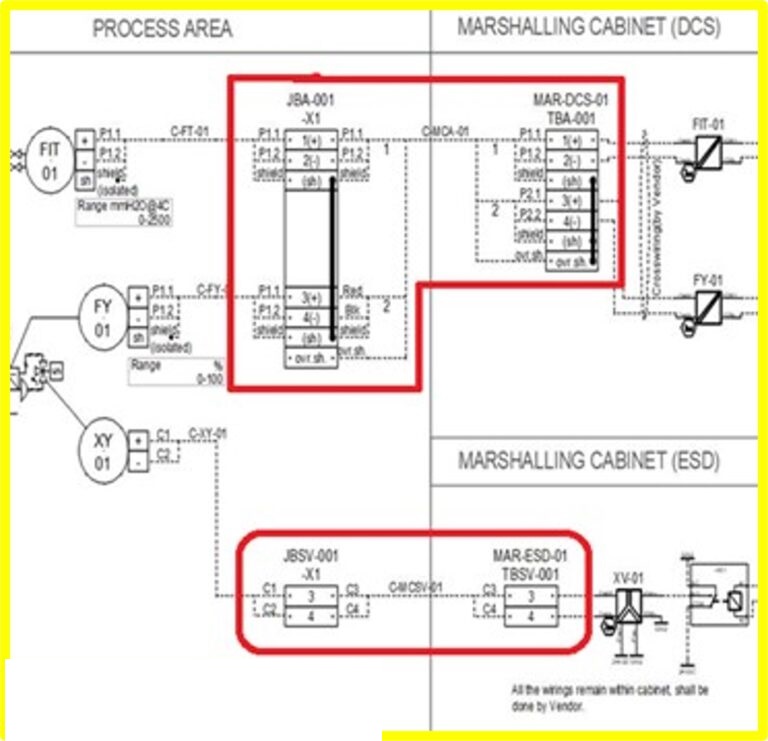
Instrument loop drawing نشاندادهشده در بالا از دو بخش اصلی تشکیل شده است: سمت فیلد (Process Area) و سمت سیستم که شامل Marshalling Cabinet، System Cabinet و HMI میباشد.
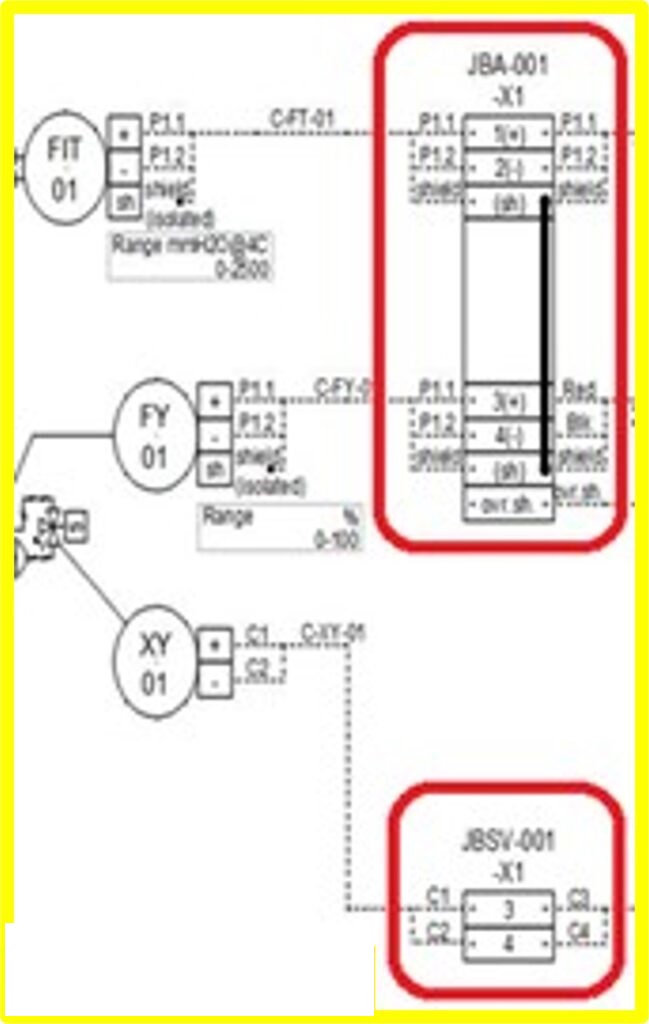
سمت فیلد به دو بخش اصلی تقسیم میشود. بخش اول خود ابزار دقیق (Instrument) است و بخش دوم Junction Box که کابلها در آن به هم متصل میشوند.
لوپ دیاگرام- Loop Diagrams
FIT01 نشاندهنده یک Flow Indicator بههمراه Transmitter بوده و FV01 بیانگر یک Flow Control Valve است.
Junction Box:
JBA-001 و JBSV-001 نشاندهنده دو Junction Box متفاوت هستند.حذف شرط: لوپ دیاگرام Loop Diagrams در ابزار دقیق لوپ دیاگرام
بهطوریکه Junction Box با تگ JBA-001 در سمت فیلد به Flow Transmitter با تگ FIT01 و Flow Control Valve با تگ FY01 متصل بوده و در سمت سیستم به سیستم DCS متصل است.
از طرف دیگر، Junction Box با تگ JBSV-001 در سمت فیلد به Actuator با تگ XY01 و در سمت سیستم به سیستم ESD متصل میباشد.
سمت سیستم خود به سه بخش تقسیم میشود: Marshalling Cabinet، System Cabinet و HMI.
لوپ دیاگرام- Loop Diagrams
Junction Box با تگ JBA-001 از طریق ترمینال بلاکهای TBA-001 به Marshalling Cabinet سیستم DCS با تگ MAR-DCS-01 متصل شده است.
در مقابل، Junction Box با تگ JBSV-001 از طریق ترمینال بلاکهای TBSV-001 به Marshalling Cabinet سیستم ESD با تگ MAR-ESD-01 متصل میباشد.
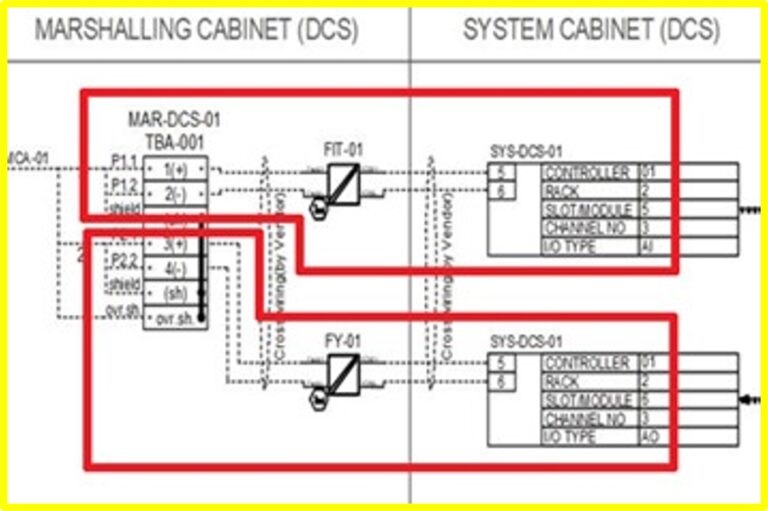
کابینت سیستم:
لوپ دیاگرام Loop Diagrams 5
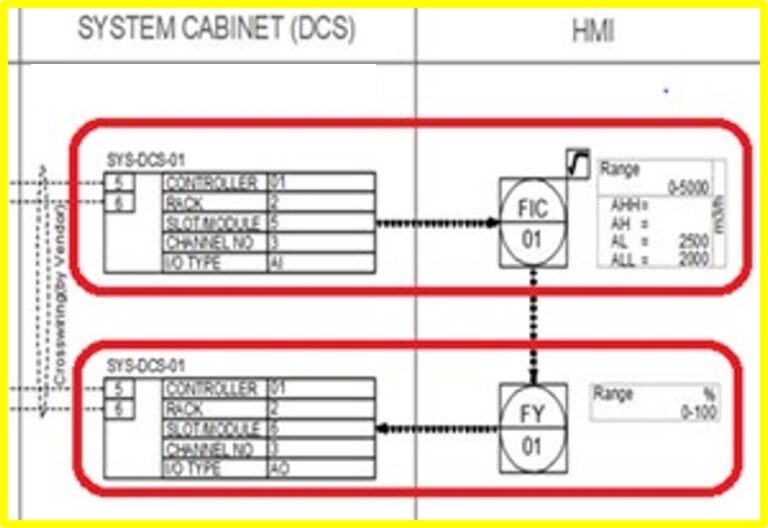
سیگنال Flow Transmitter با تگ FIT01 در Marshalling Cabinet با تگ MAR-DCS-01 از طریق Signal Isolator با تگ FIT-01 (Barrier) به System Cabinet با تگ SYS-DCS-01 و به ماژول Analog Input متصل میشود.
سیگنال Flow Control Valve با تگ FY01 در Marshalling Cabinet با تگ MAR-DCS-01 از طریق Signal Isolator با تگ FY-01 (Barrier) به System Cabinet با تگ SYS-DCS-01 و به ماژول Analog Output متصل میشود.
لوپ دیاگرام- Loop Diagrams
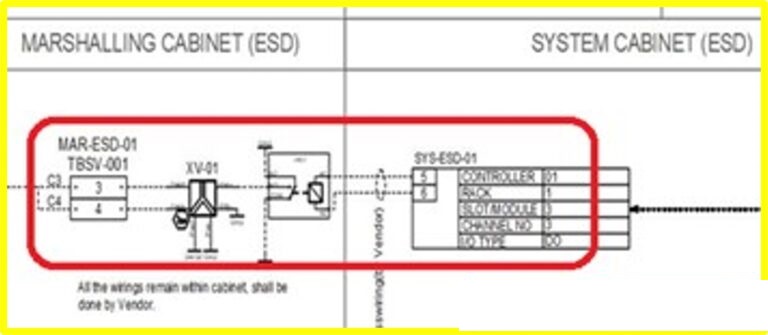
سیگنال Actuator با تگ XY01 از Marshalling Cabinet با نام MAR-ESD-01 از طریق Signal Isolator (Barrier) با تگ XV-01 به System Cabinet با نام SYS-ESD-01 متصل میشود و به ماژول Digital Output (DO) ارسال میگردد.
Controller: 01
Rack: 1
Slot/Module: 3
Channel No: 3
IO Type: DO
لوپ دیاگرام- Loop Diagrams
این سیگنالها به همراه سایر نقاط داده دیجیتال و آنالوگ مربوط به ESD و DCS در Human Machine Interface (HMI) برای نظارت و کنترل سیستم نمایش داده میشوند.
در نهایت، سیگنالهای ترانسمیتر دبی (FIT01) و شیر کنترلی دبی (FY01) به نقاط داده ورودی و خروجی آنالوگ FIC01 و FY01 در سیستم DCS متصل شده و همین موارد در نمایشگر رابط انسان–ماشین (HMI) بهمنظور پایش و کنترل پیکربندی میشوند.
برخی از نمونههای لوپ دیاگرام ارتباط بین سیستمها در ادامه ذکر شدهاند:
شماره لوپ(loop number) یک ابزار چیست؟
شماره لوپ یک شماره منحصربهفرد است که به یک لوپ کنترلی مشخص در داخل یک سیستم اختصاص داده میشود تا آن لوپ کنترلی شناسایی گردد.
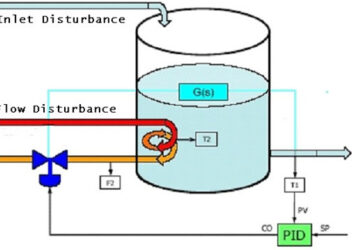
یک لوپ کنترلی، یک سیستم کنترل حلقهبسته است که برای نگهداشتن یک متغیر فرآیندی در مقدار نقطه تنظیم (Setpoint) موردنظر استفاده میشود. این کار با اندازهگیری مداوم متغیر و تنظیم پیوسته خروجی سیستم کنترلی انجام میگیرد. شماره لوپ برای شناسایی و تمایز بین لوپهای کنترلی مختلف در یک سیستم بهکار میرود.
برای مثال، یک واحد تولیدی ممکن است چندین لوپ کنترلی برای کنترل متغیرهای مختلف فرآیندی مانند دما، فشار، دبی و غیره داشته باشد. هر یک از این لوپهای کنترلی دارای یک شماره لوپ منحصربهفرد هستند تا در سیستم شناسایی شوند. شماره لوپ میتواند برای دسترسی به تنظیمات یک لوپ کنترلی خاص، پیکربندی آن، یا برای پایش و عیبیابی مشکلات مربوط به آن لوپ مورد استفاده قرار گیرد.
پوشه لوپ ابزار دقیق یک سند است که اطلاعات تفصیلی مربوط به یک لوپ کنترلی مشخص در یک سیستم را ارائه میدهد. این پوشه معمولاً شامل انواع مختلفی از اطلاعات است؛ از جمله متغیرهای فرآیندی که کنترل میشوند، اجزای سیستم کنترلی، استراتژیها و الگوریتمهای کنترلی مورد استفاده، و ابزارها و سنسورهایی که برای اندازهگیری متغیرهای فرآیندی بهکار میروند.
پوشه لوپ معمولاً بهعنوان یک مرجع برای مهندسان، تکنسینها و سایر افرادی که نیاز دارند جزئیات یک لوپ کنترلی خاص را برای نگهداری، عیبیابی یا اصلاح سیستم درک کنند، استفاده میشود. همچنین میتواند بهعنوان یک منبع آموزشی برای نیروهای جدیدی که در حال یادگیری درباره لوپ کنترلی هستند، مورد استفاده قرار گیرد.
علاوه بر ارائه اطلاعات تفصیلی درباره لوپ کنترلی، پوشه لوپ ممکن است شامل دیاگرامها، شماتیکها و سایر ابزارهای بصری باشد تا توضیح سیستم و اجزای آن را سادهتر کند. همچنین ممکن است اطلاعاتی درباره فرآیند تحت کنترل، مانند جریان فرآیند، مواد مورد استفاده و شرایط عملیاتی را در بر گیرد.
برای ایجاد یک نقشه لوپ ابزار دقیق (که با نام پوشه لوپ یا Instrument Loop Folder نیز شناخته میشود) در یک سیستم اتوماسیون صنعتی، مراحل متعددی وجود دارد:
اولین گام در ایجاد نقشه لوپ ابزار دقیق، شناسایی متغیرهای فرآیندی است که لوپ کنترلی مسئول نگهداشتن آنها میباشد. این متغیرها میتوانند شامل دما، فشار، دبی، سطح و موارد مشابه باشند.
در گام بعدی، اجزای سیستم کنترلی که برای نگهداشتن متغیرهای فرآیندی در نقطه تنظیم موردنظر استفاده میشوند، مشخص میگردند. این اجزا میتوانند شامل کنترلکنندهها، عملگرها و سنسورها باشند.
بر اساس متغیرهای فرآیندی و اجزای سیستم کنترلی، استراتژی کنترلی باید توسعه داده شود. این مرحله شامل تعیین الگوریتمها و منطق کنترلی است که برای کنترل متغیرهای فرآیندی بهکار گرفته خواهند شد.
پس از شناسایی متغیرهای فرآیندی، اجزای سیستم کنترلی و استراتژی کنترلی، پوشه لوپ میتواند ایجاد شود. این کار معمولاً شامل تهیه یک سند است که اطلاعات تفصیلی مربوط به لوپ کنترلی را در بر دارد و شامل دیاگرامها، شماتیکها و سایر ابزارهای بصری برای توضیح بهتر سیستم میباشد.
پس از تهیه نسخه اولیه پوشه لوپ، این سند باید بازبینی شده و در صورت نیاز اصلاح گردد تا از دقت و کامل بودن آن اطمینان حاصل شود. این بازبینی ممکن است با مشارکت ذینفعان مختلفی مانند مهندسان فرآیند، مهندسان کنترل و تکنسینها انجام شود.
ایجاد نقشه لوپ ابزار دقیق یکی از مراحل مهم در طراحی و پیادهسازی یک لوپ کنترلی در سیستمهای اتوماسیون صنعتی است. این کار کمک میکند تا اطمینان حاصل شود لوپ کنترلی بهدرستی پیکربندی شده و مطابق انتظار عمل میکند و همچنین یک سند مرجع برای نگهداری و عیبیابی سیستم فراهم میسازد.